 ภาษาไทย
ภาษาไทย-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands - ภาษาไทย
-
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








เครื่องกลึงและกัดร่องสามโค้งด้านใน
เครื่องกัดและกลึงร่องสามโค้งด้านใน Jingfusi® เป็นเครื่องมือตัดเฉือนเฉพาะที่ใช้สำหรับการตัดเฉือนร่องด้านในอย่างแม่นยำด้วยพื้นผิวโค้งหรือโค้งสามแบบ เครื่องกลึงและกัดร่องสามโค้งด้านในนี้ใช้กันทั่วไปในอุตสาหกรรมที่ต้องการการผลิตชิ้นส่วนที่ซับซ้อนซึ่งมีร่องด้านในหรือโปรไฟล์ที่ไม่สามารถสร้างได้ง่ายโดยใช้วิธีการตัดเฉือนแบบเดิมๆ
แบบอย่าง:CK46-3+2
ส่งคำถาม
รายละเอียดสินค้า
แม้ว่าจะใช้เป็นหลักในการตัดเฉือนร่องใน แต่เครื่องจักรเหล่านี้ยังสามารถจัดการกับการตัดเฉือนอื่นๆ ได้ ทำให้เป็นเครื่องจักรอเนกประสงค์สำหรับการใช้งานที่หลากหลาย อุตสาหกรรมต่างๆ เช่น การบินและอวกาศ การผลิตอุปกรณ์ทางการแพทย์ ยานยนต์ และวิศวกรรมที่มีความแม่นยำ มักจะพึ่งพาเครื่องจักรเหล่านี้เพื่อผลิตส่วนประกอบที่ซับซ้อนและมีความแม่นยำสูง เครื่องกลึงและกัดร่องสามโค้งด้านในสามารถแปรรูปวัสดุได้หลากหลาย รวมถึงโลหะ พลาสติก และวัสดุผสม ขึ้นอยู่กับความต้องการในการตัดเฉือนเฉพาะ
แผนภาพการเคลื่อนที่ของเครื่องจักร

รายละเอียดสินค้า

รายการพารามิเตอร์
| รายการ | หน่วย | ข้อมูลจำเพาะ |
| สูงสุด เส้นผ่านศูนย์กลางการหมุน | มม | 250 |
| สูงสุด เส้นผ่านศูนย์กลางแกว่ง เหนือเครื่องกลึง | มม | Ø500 |
| สูงสุด เปลี่ยนเส้นผ่านศูนย์กลางผ่านเตียงสไลด์ | มม | Ø160 |
| ระดับเตียงเอียง | ระดับ | 35° |
| การเดินทางที่มีประสิทธิภาพของแกน X | มม | 1000 |
| การเดินทางที่มีประสิทธิภาพของแกน Z | มม | 400 |
| แกน X/Z สูงสุด ความเร็วในการเดินทางที่รวดเร็ว | เมตร/นาที | 24 |
| บริเวณฐานเหล็กหล่อ | ㎡ | 1.8x1.1 |
| ขนาดเครื่อง :ยาว x กว้าง x สูง | มม | 2100x1580x1800 |
| น้ำหนักสุทธิของเครื่อง | กิโลกรัม | 2600 |
| หมายเลขเครื่องมือ | ชิ้น | 8 |
| เครื่องมือทรงสี่เหลี่ยม | มม | 20x20 |
| ขนาดมีดเจาะรู | มม | Ø20 |
| รวมม้า | กิโลวัตต์ | 13 |
| การใช้พลังงานโดยเฉลี่ย | กิโลวัตต์/ชม | 2 |
| รูปทรงหน้าแกนหมุน |
|
A2-5 |
| ความเร็วแกน | รอบต่อนาที | 6000 |
| การตั้งค่าความเร็วของแกนหมุน | รอบต่อนาที | 1-4500 |
| แรงบิดสูงสุดของแกนหมุน | นิวตันเมตร | 35Nm(1500r/นาที) |
| เส้นผ่านศูนย์กลางแท่งสูงสุด | มม | Ø45 |
ความแม่นยำของเครื่องมือกล
| ความแม่นยำของเครื่องจักร มาตรฐานปัจจัย Jingfus: | ||||
| รายการทดสอบที่สำคัญ | แผนภาพ | มาตรฐานโรงงาน | ||
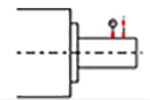
| จังหวะรัศมีแกนหมุน |
 |
ตรวจจับการส่ายของกรวยด้านนอก | 0.0035 | |
| ตำแหน่งซ้ำของแกน X,X |
 |
ตรวจจับการวางตำแหน่งซ้ำของแกน X หมายเหตุ: ขั้นแรกคาดการณ์ประมาณ 50 ครั้งเพื่อชดเชยข้อผิดพลาดของเครื่องยนต์เย็นและเครื่องยนต์ร้อน จากนั้นจึงตรวจจับตำแหน่งซ้ำ | 0.003 | |
| ตำแหน่งทำซ้ำแกน Z, Z |
 |
ตรวจจับตำแหน่งซ้ำบนแกน Z หมายเหตุ: ขั้นแรกคาดการณ์ประมาณ 50 ครั้งเพื่อชดเชยข้อผิดพลาดของเครื่องยนต์เย็นและเครื่องยนต์ร้อน จากนั้นจึงตรวจจับตำแหน่งซ้ำ | 0.003 | |
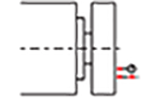
| ตำแหน่งทำซ้ำแกน C, C |
 |
ตรวจจับการเปลี่ยนตำแหน่งของจุดคงที่ของแกน C หมายเหตุ: ขั้นแรกให้คาดการณ์ประมาณ 50 ครั้งเพื่อชดเชยข้อผิดพลาดของเครื่องยนต์เย็นและเครื่องยนต์ร้อน จากนั้นจึงตรวจจับการวางตำแหน่งซ้ำ | 20 อาร์ควินาที | |
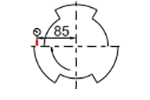
| ตำแหน่งแกน C หมุน, C |
 |
ตรวจจับความแม่นยำของตำแหน่งแบบสุ่มของแกน C หมายเหตุ: ขั้นแรกคาดการณ์ประมาณ 50 ครั้งเพื่อชดเชยข้อผิดพลาดของเครื่องยนต์เย็นและเครื่องยนต์ร้อน จากนั้นตรวจสอบการตั้งค่าซ้ำ | 72 อาร์ควินาที | |
| หากลูกค้าต้องการทดสอบความแม่นยำ ISO หรือ VD1 ของแกน X/Z/Y จะต้องพิจารณา ณ เวลาที่เขียนสัญญา ลูกค้าจะต้องทดสอบรายการนี้พร้อมกับการยอมรับครั้งแรกของโรงงานจิงฟู่ซี | ||||
แท็กยอดนิยม: เครื่องกลึงและกัดร่องสามโค้งด้านใน จีน ผู้ผลิต ผู้จำหน่าย โรงงาน คุณภาพ รายการราคา
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง









X
เราใช้คุกกี้เพื่อมอบประสบการณ์การท่องเว็บที่ดีขึ้น วิเคราะห์การเข้าชมไซต์ และปรับแต่งเนื้อหาในแบบของคุณ การใช้ไซต์นี้แสดงว่าคุณยอมรับการใช้คุกกี้ของเรา
นโยบายความเป็นส่วนตัว